 |
Monodukuri Business Economics |
Cat: ECO |
|---|---|---|
Manufacturing Management Research Center & Takahiro Fujimoto (藤本隆宏ほか) |
09523u/18212r |
Title
Monodukuri Business
Economics
ものづくり経営学
Index
- Introduction:
- Integral-type manufacturing
strategy:
- Positioning strategy of architecture:
- Cultivation by giving
next opportunity:
- Affinity of IT and
organization:
- Product development & customer knowledge:
- Brand strategy of manufacturing concept:
- Advanced engineering:
- Teaching effect on interorganizational
learning:
- Manufacturing method for
software industry:
- Japanese manufacturing
& global management:
Why?
-
"Monodukuri" (Japanese way
of manufacturing) is one of the specialties of Japan in the latter
half of 20C. There are many world excellent manufacturing
fields in various places throughout Japan.
-
There has been limited punishment about the
manufacturing method; but this compact book contains
the latest description about its theory and analysis.
-
It is particularly interested to observe how
IT is used in the actual field of manufacturing.
- ものづくりは、20世紀後半の日本の得意技の一つであり、世界最高水準のものづくりの現場が日本の各所に存在している。
- ものづくりの理論に関する簡潔な本は今までほとんど見あたらなかったが、このコンパクトな本には、最新の理論と分析が満載されている。
- ものづくり現場でのITの活用については特に興味がある。
Resume
要約
>Top 0. Introduction:
- The theory of Monodukuri
should be promoted by both division of human and natural sciences.
- Each element technology is studied in each faculty of engineering
department of an university. But the value of it can be realized
during flow process until customers' satisfaction.
- Here the process of flow is not only that of things,
but that of information of design.
0. 序章:
- ものづくり学は、文理融合で取り組むべき領域である。
- 各要素技術は大学のの各領域で研究されているが、その価値は顧客満足までの「ものの流れ」によって価値が生まれる。
- ここでいう流れのプロセスはものの流れというより、設計情報の流れである。
>Top 1. Integral-type manufacturing
strategy:
- Product is a material or medium to which information of
design is transcribed (Cf: Information
Value Theory)
- Field capability is determined by affinity or fittingness
of designing theory of production process and capability
of field organization.
- Pattern of design architecture:
-
Dependency of parts design
Connection
between
corporations
Closed-integral
Closed-modulated
-
automobile
- motorcycle
-
small home electronics
-
game software
- mainframe
- machine tool
- Lego (Danish toy)
Open-modulated
NA
-PC
-packaged software
-financial product
-bicycle
- Japanese strong points = Organizational capability of integration:
- delicate mutual adjustment of designing of parts
- collaboration of development and production
- integrated process control
- condensed and frequent communication
- securement of quality of interface with customers.
-
Organizational capability:
-
Japanese corporations tend to be stronger in the left part
of domain compared with those of US or EU.
- Accumulation of organizational capability in integral type
of manufacturing requires longer time to master, while that
of modular type can catch up in shorter time.
- Positioning of product
architecture:
- Left-top:
integral product with integral parts; such as
Car with
car pats
- Left-bottom:
integral product with modular parts; such as jet engine
of GE, or measurement hardware of Keene
- Right-top:
Modular product with integral parts; such as bicycle gear component
of Shimano, or ceramic condenser of Murata
- Right-bottom:
Modular product with modular parts; such as motor of Mabuchi
1.
統合型ものづくり戦略論:
- 製品とは、設計情報が素材=媒体に転写されたものである (情報価値説)
- 現場の実力は、製品工程の設計思想と現場の組織能力の相性(fit)に左右される。
- 設計情報のアーキテクチャ特性による製品類型: <左表>
- 日本の得意技=インテグレーションの組織能力:
- 部品設計の微妙な相互調整
- 開発と生産の連携
- 一貫した工程管理
- 濃密なコミュニケーション
- 顧客インターフェイスの質の確保
- 組織能力: <左図>
- 欧米企業にくらべると左側ほど強い。
- 摺り合わせ型の組織能力の蓄積には長時間かかるが、モジュラー型能力は短時間に獲得可能。
- 製品アーキテクチャ・マトリックス <下図>
- 左上型:
製品は高付加価値。
顧客がの価格交渉力が強い場合は高い価格の受容は困難
例:自動車産業と自動車部品
- 左下型:
モジュラー型の自社製品を顧客の要求に合わせてカスタマイズ
例:GEジェットエンジン、キーエンスの測定機器
- 右上型:
カスタマイズ型の自社製品を汎用市場で販売
例:シマノの自転車ギア・コンポーネント、村田製作所のセラミック・コンデンサ
- 右下型:
圧倒的な低コスト体質が必要
例:マブチのモーター
>Top 2. Positioning strategy
of architecture:
- Relation of 'function' and 'structure':
- Integral architecture: each function and each structure are
related in complex:
not one-to-one relation
- Running stability ----- Body frame
- Fuel consumption ----- Engine
- Ride quality ----- Suspension
- Modular architecture: connected by standardized interface;
one-to-one relation
- Calculation ----- PC
- Print ----- Printer
- Projection ----- Projector
- Chronological analysis in optical disk market:
- In making CDROM, turning point appeared
in 1994 when Toshiba started to sell Digital Servo circuit
chip which can control precisely
- But Japanese manufacturers retain competitiveness in making
optical pickup using semiconductor laser.
- Share in Japanese companies (2003):
-
Optical disk drive
Optical pickup
CD-ROM
5.25%
92.50%
CD-RW
5.64%
94.00%
DVD-ROM
10.27%
98.20%
DVD-W
67.60%
82.80%
 Shift strategy of the positioning:
Shift strategy of the positioning:
- from Right-bottom:
make customized product using own modular parts;
such as Build To Order (BTO) sales of DELL, or shift to making
more customized parts
- from Left-top:
shift to making more modular parts, or shift to Right-top
domain:
- Profitability of the positioning:
- Right-bottom:
severe price competition market; needs to maintain formidable
low-cost structure.
- Left-top:
high-value and high-price products, bust tends to be high-cost
structure.
2. アーキテクチャのポジショニング戦略:
- アーキテクチャにおける機能と構造の関係
- インテグラル・アーキテクチャ(摺り合わせ):
1対1ではない
- 走行安定性----- エンジン
- 燃費----- ボディー
- 乗り心地----- サスペンション
- モジュラー・アーキテクチャ (組み合わせ:1対1
- 演算----- PC
- 印刷----- プリンタ
- 投影----- プロジェクタ
- 光ディスク市場における発展過程分析:
- CDROM製造では、1994年に東芝がデジタル・サーボ回路チップを外販したことが転換点
- しかし日本企業は光ピックアップではなお競争力を維持している (2003) (左表)
- ポジショニングの移動戦略:
- 右下から:
自社のモジュール部品で、カスタマイズ製品を作って販売(例:DELLのBTO販売) または、もっとカスタマイズ部品を作る
- 左上から:
もっとモジュラー部品を作って右上にシフトする
- ポジショニングの収益性:
- 右下型:
価格競争が激しいので、圧倒的な低コスト体質が必要
- 左上型:
高付加価値・高価格ではあるが、摺り合わせのため高コスト体質になる傾向
>Top 3. Cultivation by
giving next opportunity:
- In Japanese companies:
- Reward for job is not the level of pay,
but the next opportunity of significant job assignment.
- which causes teamwork attributives in the workplace.
- Is pay an incentive to work?:
 Various surveys
shows that pay has too strong impact in effect of motivation:
Various surveys
shows that pay has too strong impact in effect of motivation:
- Case-1):
This is a case that job itself is reward.
- Case-2):
once venal reward is inserted, job satisfaction is separated
from the job performance.
- Case-3):
when the pay is stopped, there will be no job satisfaction.
- Case-4):
the pay should not be directed connected with job performance.
- Japanese-style long-service allowance:
- reward should be next opportunity of job
- prepared for life security
- During the lost decade in Japanese 1990s:
- introduced superstition of venal reward system
- it is problem that no more permanent staff to whom the baby-boomer
generation teach manufacturing know-how in workplace.
3. 次ぎで報いるひとづくり:
- 日本企業:
- 仕事の報酬は次の仕事
- それが職場のチームワークを醸成
- モチベーションの効果としてお金はインパクトが強すぎる: (左図)
- 1) 仕事それ自体が報酬
- 2) ひとたび金銭報酬が挿入すると、インパクトが強烈なので、仕事と満足とが分離
- 3) 金銭報酬がなくなると、仕事の満足もなくなる
- 4) 金銭報酬は職務遂行に完全には連動しない
- 日本的年功報酬:
- 仕事の報酬は次ぎの仕事
- 報酬は生活保障
- 日本の失われた十年(1990年代):
- 金銭的報酬の迷信の導入
- 団塊世代が教えるべき正社員が職場にいないのが問題
>Top 4. Affinity
of IT and organization:
- Meaning of usage of IT tools in manufacturing such as CAD,
CAM and CAE:
- Such tools can support not only designing, but also simulation
of performance and productivity of the product
using the stored design information.
- Front loading: accelerated virtual problem-solving cycle
(design, prototype, experiment) prior to real manufacturing.
- Real competitiveness:
- Consequence may differ from
loaded or built-in competitiveness of the manufacturer even
if using the same IT tools.
- IT is necessary condition in competitiveness, but not sufficient
one.
- IT requires organizational and integrated capability
which can make full use of it.
- There is matter of chemistry or compatibility between IT
and organizational capability.
- CAD capable cube representation developed in US & Europe:
- 3D CAD which can support not only wireframe model to surface
model, then solid model.
- Car manufacturers could not develop custom-made CAD to support
total number of parts as much as 30,000 or more.
- They induced common CAD from US/Europe such as CATIA, Pro/ENGINEER,
I-DEAS, Unigraphics (UGS), which are developed based on division
of labor.
- Division-type CAD requires division of function of designing
engineer and CAD operator. Engineers cannot
use CAD at their ease, which limit visualization of all
work flow.
- Japanese traditional style has been based on collaboration
of engineer and operator at the job.
- Argument against such mismatching:
- Younger engineers are accustomed to use foreign-made CAD.
Worrying is mostly due to generation gap.
- We must adopt foreign CAD in globalized economy.
- Japanese companies should customize foreign CAD to fit Japanese
style of usage.
- Common procurement network in car industry since middle of 1990s:
- 1998: ANIX in US
- 2000: JNX in Japan
- then: ENX in Europe and KNX in Korea
- Japan: JNX in 2000 a
- then the Internet had not sufficient capacity in transmitting
sensitive and massive data among parts makers.
- Why EDI (EDIFACTR) was not adopted?
- Because each manufacture has stuck its uniqueness in transaction
style and business process.
- These know-how's are integrated in each application (MRP, etc.)
- MRP (Material Requirements Planning)
- BOM (Bill of Materials)
- There is trade-off between proprietary network mostly adapted
with own business process or adoption of de-facto procurement
network.
4.
ITと組織能力の相性:
- ものづくりにおけるITツール (CAD, CAM, CAE) 活用の意義
- これらのツールは設計を行うだけでなく、蓄積された設計情報を用いて製品性能や製造性のシミュレーションを行う。
- フロント・ローディング:実物の製造に先立ち、バーチャルな問題解決サイクル (設計、試作、実験)を先行して回すこと
- 真の競争力
- 同じITツールを使用しても、製造者の裏の競争力によって結果が異なる。
- ITは必要条件だが十分条件ではない。
- ITはそれを使いこなす組織的・統合能力を必要とする。
- ITと組織能力との間には相性の問題がある。
- 立体表現が可能な欧米発のCAD:
- 3D CADで、ワイヤーフレームモデルから、サーフェイスモデル、さらにはソリッドモデルが可能
- 分業型に基づいて開発された欧米発のCADを導入。CATIA, Pro/ENGINEER,
I-DEAS, Unigraphics (UGS)
- 分業型CADは、デザイン・エンジニアとCADオペレータの機能を分業する。エンジニアは気楽にCADを使えないので、ワークフローの可視化が制約される。
- 日本の伝統的なスタイルは、現場におけるエンジニアとオペレータの共同作業に基づいていた。
- 不適合に対する反論:
- 若い技術者は海外製CADに慣れている。懸念は世代間ギャップ。
- グローバル経済では海外CADに適用すべき
- 日本の企業は海外CADを日本型にカスタマイズすべき
- 自動車産業の共通調達ネットワーク:90年代半ば以降
- 1998: ANX (米国)
- 2000: JNX (日本)
- その後: ENX (欧州)、KNX (韓国)
- 当時のインターネットは、機密性の高い、重たいデータ伝送には向かなかった。
- なぜEDI (EDIFACT)が採用されなかったのか:
- 各メーカはそれぞれ固有の取引方式や業務プロセスにこだわった。
- これらのノウハウは各アプリケーション (MRPなど)に統合されている。
- MRP (資材所用量計画)
- BOM (部品表)
>Top 5. Product development & customer knowledge:
- Product development capability:
- Product development is a process to create a new design information, which is core know-how of manufacturing along with production.
- Design information is a cycle of problem solving which possible clients encounter.
- Integrated architecture required number of design change cycles with "damned if you do, damned if you don't" situation.
- Manufacturing and knowledge of customers:
- Manufacturing is not a closed system confined in the job site of development and production, but an open process involving suppliers, logistics, and customers.
- Standardization:
- Recent trend of standardization and common use of design and parts enhances more technical flexibility.
- Globalization:
- Global market and diversified customers require more adequate development and production system in terms of quantity, cost and product cycle.
- Front and back-end competitiveness:
- Manufacturing management in a broad sense is required to connect 'back-end competitiveness' like technology and capability of development and production with 'front-end one' like corporate performance.
- Horizontal division of work:
- Modularity of technology and part promotes opener division of manufacturing.
- This trend allows new entrants and fiercer completion and leaves less room for technological differentiation.
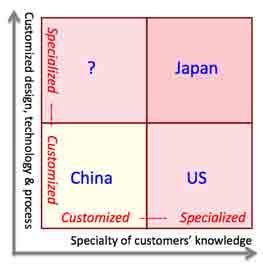
- Specialty of technology and customers:
- X-axis:
how much responsive to the specific requirements of customers. (sensitive interface for customers)
- Y-axis:
how much customized designing, technology and process are used in manufacturing. (degree of refinement of technology)
5.
製品開発力と顧客知識:
- 製品開発能力:
- 製品開発は、設計情報を創造するプロセスであり、生産と並んでものづくりの中枢。
- 設計情報は、将来の顧客が直面すると予想される問題解決のサイクル
- 擦り合わせ型アーキテクチャの製品の場合、何回も問題解決サイクルを回さねばならない。あちら立てればこちらが立たず状況
- ものづくりと顧客知識:
- ものづくりは、開発や生産現場だけで閉じたプロセスではなく、サプライヤー、流通、顧客を巻き込む開かれたプロセスである。
- グローバリゼーション:
- 国際化された市場と多様な顧客とさらなる
- 表と裏の競争力の結合:
- 広義のものづくりのマネジメントは、量、コスト、製品サイクルの面で最適の開発と生産システムを要求する。
- 裏の競争力 (技術、開発や生産能力)と表の競争力(業績)と結びつけるために必要。
- 水平分業:
- 技術や部材のモジュラー化は、さらにオープンな分業システムを促進する。
- この傾向は新規参入や競争激化、さらに技術の差別化の余地を乏しくする。
>Top 6.
Brand strategy of manufacturing concept:
 Efficiency of resource loading:
Efficiency of resource loading:
(Case of Mazda Motor Corp)
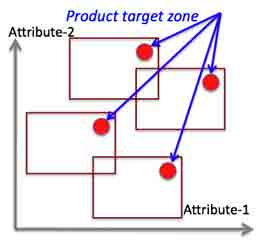
- Common features of branding strategy
- Product strike zone:
as
the top runner of 'Sporty vehicle'
- Square is acceptable by customers or technically possible zone (=strike zone). Mazda's target is high-inside pitch.
- Zoom-Zoom concept:
- Strategy of100% satisfaction for customers (who selected Mazda,10% share of the market) than
10% satisfaction for 100% customers.
- Mazda's DNA:
stylish, insightful, spirited, distinctive design, exceptional functionality, responsive handling and performance
6.
ものづくり発想のブランド戦略:
- 資源投入の効率性:
(マツダ自動車の例)
- ブランドとしての共通の特徴
- 製品のストライクゾーン : "スポーティ車"のトップランナー
- <左図>四角は、消費者が許容する(または技術的に可能な)ゾーン。その中でマツダは赤丸を狙う(内角高め)
- Zoom-Zoomコンセプト:
- 100%のユーザに10%の満足を与えるより、マツダを選択してくれる市場の10%の顧客に100%の満足を
- マツダのDNA:
センスの良い、創意に富む、はつらつ、際だつデザイン、抜群の機能性、優れたハンドリング性能
>Top 7. Advanced engineering:
- Shorter period of development:
- Product development by front loading, concurrent development, or digital development.
- Why Japanese manufacturers show lower profit:
- What about R&D?
- Are they weak in product innovation?
- Do they disregard basic research?
- D (Development):
- D is stronger particularly in integral-type of manufacturing.
- R (Research):
- Investment for R is among top class
- Death valley phenomenon in technology:
- There is discontinuity (death valley) in the process of R&D activities.
- MRI mentions: lack of leadership in technology, lack of concept creativity, and lack of cross-sectional integration among divisions.
- Bottleneck in advance engineering between R and D.
- Advanced engineering precedes in developing elemental technology needed for the targeted product (as glue)
- Three steps of development organization:
- R, A (Advanced engineering, or technology integration), and D
- Advanced engineering is a kind of translating capacity from market, or bridging R and D carefully observing market trend.
- Lack of technology integration capability:
- advanced technology embedded in new product cannot appreciated by customers. Story of new product cannot come through customers.
- Imbalance of R and D capability: either stronger R or weaker R cannot transfer technology properly to D stage.
- Idea of new technology from suppliers cannot be utilized; NIH (Not Invented Here) syndrome
- Function of leaders:
7.
先行技術開発:
- 開発期間の短縮
- 製品開発のフロントローディング、コンカレント開発、デジタル開発
- 日本メーカはなぜ低収益なのか:
- R&Dに問題ないのか?
- プロダクト・イノベーションは苦手か?
- 基礎研究を軽視しているか?
- D (開発):
- D (開発)は、特に擦り合わせ型生産では得意
- R (研究):
- 研究開発投資はトップクラス
- 技術の死の谷の現象:
- R&D活動の改訂に断絶(死の谷)がある。
- 三菱総研指摘:技術トップのリーダーシップ不足、コンセプト想像力不足、部門横断的統合の不足
- RとDの狭間にある成功技術開発が隘路
- 先行技術開発は、製品開発に先行して、その製品に必要な要素技術を開発 (糊として)
- 3段階の開発体制:
- R, A (先行技術開発、または技術統合), D
- 先行技術技術は、市場の翻訳能力、市場動向をつぶさに観察してRとDとをつなぐ
- 技術統合力の不足:
- 新製品に入っている先進技術が顧客に評価されない。新製品の物語が顧客に届かない。
- RとDとの能力のアンバランス:強すぎるR、または弱すぎるR、いずれもDの段階に技術移転が行われない。
- サプライヤーの新技術のアイデアが活用されない。NIH症候群
- リーダーの役割:
>Top 8 Teaching effect on interorganizational
learning:
- Interorganizaqtional learning:
- Mutual teaching between partner companies; teaching by specialized side.
- Tutor can learn more than tutee.
- Andragogy:
- effectiveness of mutual learning by competitive - collaborative partner company.
- Three benefits by
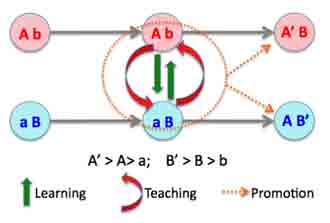 teaching effect:
teaching effect:
- Teaching effect from A to a.
- Learning effect through teaching process from B to b.
- Further promotion of internal ability from A to A' or from B to B'
- 3 conditions to realize above effects:
- Motivation and capability
- Learning organization
- Evaluation of organizational capability
8.
組織間学習におけるティーチング効果:
- 組織間学習:
- 得意分野についての相互学習
- ティーチャーはラーナーより多くを学ぶ
- 成人教育学
- ティーチングによる3つの効果 (左図):
- ティーチング効果(a→A)
- ラーニング効果(b→B)
- 内なる能力の促進
(A→A'およびB→B')
- 上記の効果の3条件:
- モチベーションと能力
- 学習する組織
- 組織能力の見極め
>Top 9. Manufacturing method for software
industry:
9.
ソフトウェアのものづくり:
>Top 10. Japanese manufacturing applied in
global management:
10.
日本型ものづくりと国際経営:
Comment
- there is wisdom at field site.
- Utilization of IT is also assessed at filed site.
- 現場に知あり
- IT活用もまた現場で立証される。
Title |
Monodukuri Business Economics |
ものづくり経営学 |
|---|---|---|
Index |
|
|
Why? |
|
|
Resume |
要約 |
>Top 0. Introduction:
|
0. 序章:
|
>Top 1. Integral-type manufacturing strategy:
|
1. 統合型ものづくり戦略論:
|
||||||||||||
>Top 2. Positioning strategy of architecture:
|
2. アーキテクチャのポジショニング戦略:
|
>Top 3. Cultivation by giving next opportunity:
|
3. 次ぎで報いるひとづくり:
|
>Top 4. Affinity of IT and organization:
|
4. ITと組織能力の相性:
|
>Top 5. Product development & customer knowledge:
|
5. 製品開発力と顧客知識:
|
>Top 6. Brand strategy of manufacturing concept:
|
6. ものづくり発想のブランド戦略:
|
>Top 7. Advanced engineering:
|
7. 先行技術開発:
|
>Top 8 Teaching effect on interorganizational learning:
|
8. 組織間学習におけるティーチング効果:
|
>Top 9. Manufacturing method for software industry: |
9. ソフトウェアのものづくり: |
>Top 10. Japanese manufacturing applied in global management: |
10. 日本型ものづくりと国際経営: |
Comment |
|
|